

零件行位误差测量组合实训装置的实验步骤是专门为用户解决疑难问题的,非常具有代表性,在客户进行产品选型前,我们一般建议用户先看下零件行位误差测量组合实训装置的实验步骤。这样能对用户选型有非常大的帮助。
在机械制造和检测领域,零件的行位误差是影响产品质量的关键因素。为了有效地测量和控制行位误差,我们需要借助专门的实训装置进行实践操作和技能训练。本文将详细介绍零件行位误差测量组合实训装置的实验步骤,帮助读者掌握这一重要技能。
一、实验前准备
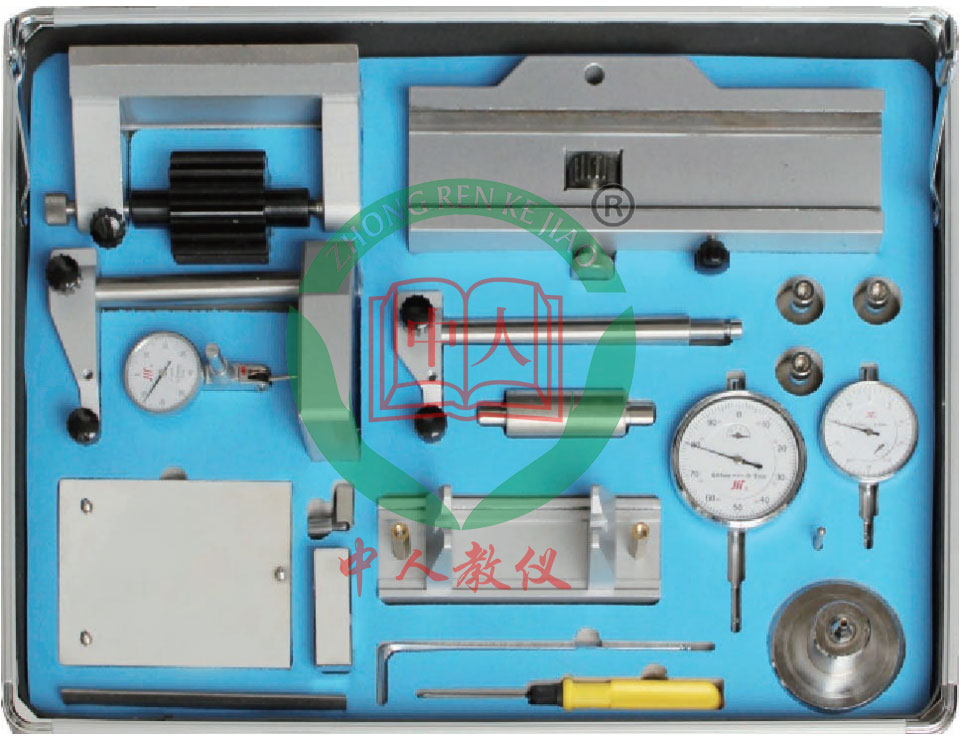
在进行零件行位误差测量实验之前,需要进行充分的准备工作。首先,需要了解实验目的、熟悉实验设备及掌握相关理论知识。其次,准备必要的工具和量具,如游标卡尺、百分表、千分尺等。最后,确保实验环境整洁、安全。
二、实验设备检查与调试
在开始实验之前,需要对零件行位误差测量组合实训装置进行全面检查,确保其正常工作。检查内容包括电源连接、传感器、测量仪表、传动系统等。如果发现异常情况,需要进行调试或维修,确保实验的顺利进行。
三、零件行位误差测量操作
测量前的准备:选择合适的测量工具,如千分尺、百分表等,并根据需要安装到实训装置上。调整工具的位置和角度,确保其与被测零件正确对齐。
基准确定:根据测量要求,确定基准面或线。基准是测量行位误差的重要参考点,必须准确可靠。
初始测量:开启实训装置,使被测零件进入测量区域。使用测量工具对零件的行位误差进行初步测量,记录数据。
数据分析:对测量的数据进行整理和分析,计算行位误差的大小及变化趋势。通过数据分析,可以深入了解零件的行位误差状况。
结果处理:根据实验要求,对测量的行位误差进行处理。处理方式包括修正、调整或优化设计等。将处理结果与原始数据进行对比,评估测量与处理的效果。
误差分析:对测量过程中可能存在的误差进行分析,找出误差产生的原因及对测量结果的影响。通过误差分析,可以提高测量的准确性和可靠性。
重复测量:为了获得更可靠的测量结果,可以对同一零件进行多次重复测量,并对数据进行统计分析。这样可以减小随机误差的影响,提高测量的精度和稳定性。
注意事项:在测量过程中,要保持稳定的操作姿势和注意观察测量工具的工作状态是否正常。避免因操作不当或工具故障导致测量结果不准确。同时,要确保被测零件的安全与稳定,防止意外事故的发生。
四、实验结果整理与报告撰写
数据整理:将实验过程中记录的数据进行整理,包括测量数据、误差分析数据等。将整理后的数据分类归档,以便后续分析处理。
报告撰写:根据实验目的和要求,撰写实验报告。报告应包括实验目的、实验设备、实验步骤、数据记录与分析、结果处理等内容。同时,要对实验中遇到的问题和解决方法进行描述和分析。在报告中要注重客观性和准确性,避免主观臆断和虚假陈述。
报告提交:将实验报告提交给指导教师或相关部门进行审核和评价。根据反馈意见进行修改和完善,不断提高实验效果和技能水平。
五、实验安全与注意事项
在进行零件行位误差测量实验时,要始终注意安全问题。遵守实验室安全规定,确保自己和他人的安全。特别是在操作过程中要注意避免被测量工具划伤或夹伤。
零件行位误差测量组合实训装置的技术参数如下:
零件行位误差测量组合实训装置训练项目
训练一:零件形状误差的测量与检测
1.直线度测量与检测;
2.平面度测量与检测;
3.圆柱度测量与检测;
4.圆度测量与检测;
训练二:零件位置误差的测量与检测
1.平行度测量与检测
2.垂直度测量与检测
3.同轴度测量与检测
4.圆柱跳动测量与检测
5.端面跳动测量与检测
6.对称度测量与检测
训练三:齿轮形位误差的测量与检测
1.齿轮径向跳动测量与检测;
2.齿轮齿向误差测量与检测;